
Petite approximation du “But”
Dans son bestseller « The Goal », Goldratt présente sa célèbre Théorie des Contraintes (Theory Of Constraints ou TOC). Un point important de cette théorie est la détermination de la contrainte, sans laquelle la méthode perd de son sens. Dans une usine, la contrainte du flux de production est très souvent la machine goulot. Dans son livre, Goldratt affirme que dans un flux de production, la machine goulot est celle devant laquelle se trouve le stock de pièces le plus important.
Je vous propose de tester cette méthode sur la ligne suivante qui n’a rien de particulièrement biscornu.
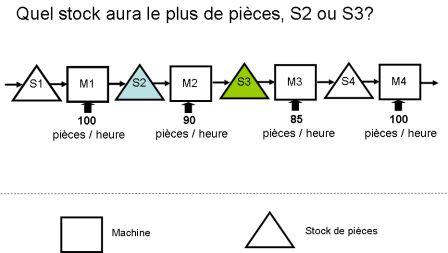
Il s’agit d’une ligne de production comportant quatre machines : M1, M2, M3 et M4. Les capacités de production des machines sont respectivement de 100, 90, 85 et 100 pièces / heure. Ces machines sont séparées par des stocks intermédiaires S1, S2, S3 et S4. Vous êtes un nouveau lecteur du « Le But » vous avez l’occasion de visiter cette ligne de production.
Voici ma question : A votre avis, où trouverez-vous le stock de pièces le plus important?
Petit « coup de pouce » : la réponse est S2 ou alors S3.
Vous pouvez laisser votre réponse en commentaire et également, au passage, n’hésitez pas à partager votre avis sur le livre de Goldratt, votre expérience de sa lecture (si vous l’avez lu bien sûr) et l’application que vous en avez faite dans votre boulot.